If you’re exploring ways to reduce production waste in your plastic manufacturing operation, you’ve probably come across the debate on extrusion vs injection molding. You may already know these processes are two of the most common methods for shaping plastic. But which one truly keeps waste to a minimum, and how can you decide which is best for your products?
Maybe you produce plastic tubing or large sheets (often made via extrusion). Or perhaps you create intricate parts for automotive, household, or medical devices (commonly injection molded). If your main concern is cutting down on leftover material, you might be unsure whether extrusion, injection molding, or even a hybrid approach works best for you.
Yes, when it comes to extrusion vs injection molding, each process can minimize material waste in different ways. Extrusion typically delivers continuous production with fewer leftover scraps, while injection molding can yield highly precise parts with minimal finishing. Your final choice depends on the shapes, volumes, and complexity of your products. In this article, we’ll compare how each process handles plastic, examine typical waste points, explore real-world applications, and provide practical tips for minimizing leftover material. We’ll keep it simple, so you don’t need an engineering background to follow along.
Extrusion vs Injection Molding: Understanding the Basic
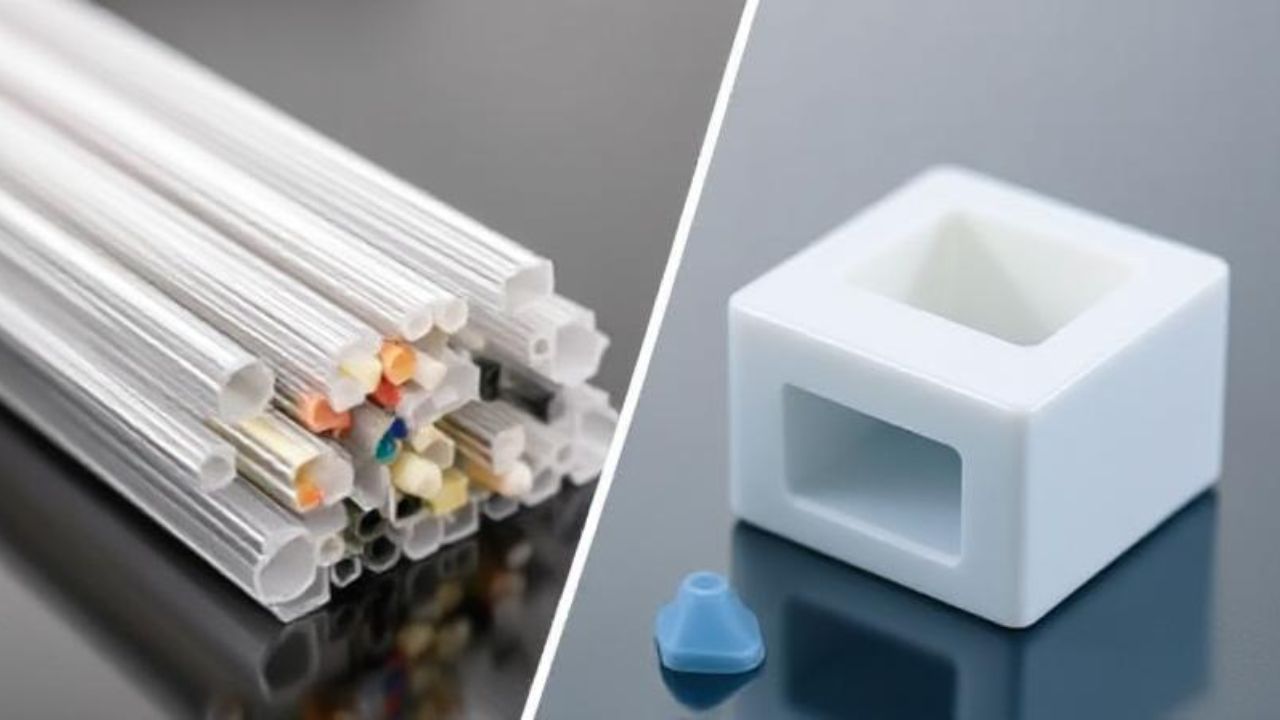
Extrusion pushes heated plastic through a die, forming continuous shapes like pipes or sheets. Injection molding injects molten plastic into a mold cavity for solid, often intricate parts. Comparing extrusion vs injection molding for material waste hinges on product design, scrap management, and reusability of leftover plastic.
Continuous Production
Extrusion’s main selling point is its nonstop output of uniform shapes. You feed pellets on one end, and a continuous profile is produced. This unbroken flow greatly reduces trim waste, especially for simple forms like tubes, rods, or plastic injection molding films.
Precision Parts
Injection molding excels at complex, high-accuracy pieces. It pushes plastic into carefully crafted cavities, leaving minimal leftover flash or sprue. If your part demands tight tolerances or intricate design, this method keeps rework and post-processing scraps surprisingly low.
Material Reusability
Both processes can reclaim leftover plastic, but the regrind ratio differs. Extruded scraps often reenter the hopper in line, while injection molding sprues require an extra step. Mastering regrind techniques cut costs and waste yet demands consistent plastic quality and careful oversight.
Basics Of Extrusion
Extrusion is a continuous manufacturing method that shapes plastic by forcing it through a die opening. The die’s geometry sets the final cross-section. Think window frames, plastic pipes, or even snack food packaging film. Once extruded, the metal extrusion cools—sometimes on a conveyor belt—before it’s cut to size.
How Extrusion Works
- Plastic pellets or granules enter a hopper.
- A rotating screw moves the plastic forward in a heated barrel, melting it.
- The molten plastic exits through a die with the desired shape.
- Cooling systems solidify the extruded shape.
- The continuous product is either cut or wound onto spools.
Info: Common extrusion materials include polyethylene (PE), polypropylene (PP), and PVC. Each has unique melting temperatures and flow characteristics, so extruder settings must be carefully calibrated.
Where Waste Happens In Extrusion
- Start-Up Purge: Purging material at the start of a production run to clear old resin or color from the barrel.
- Edge Trim: For sheet or film, edges might need trimming.
- Defective Sections: Occasionally, lumps or inconsistent shapes appear, forcing you to discard short lengths.
On the bright side, extrusion scrap is often uniform in composition. This consistency makes it easier to shred and feed back into the extruder, lowering total waste. However, caution is required: if your scrap is contaminated or includes multiple plastic types, it can lead to quality issues.
The Ins And Outs Of Injection Molding
Injection molding is all about creating precise shapes by injecting molten plastic into a mold. The mold opens once the plastic cools and out pops your finished piece. From phone cases to automotive components, metal stamping is the go-to for complex designs that need repeatable quality.
How Injection Molding Works
- Plastic pellets enter a heated barrel with a screw.
- The molten plastic is forced into a mold under high pressure.
- The part cools and solidifies within the mold.
- An ejector pushes the part out, and the cycle repeats.
Quick Tip: Choose molds made of durable materials like steel or aluminum if you plan for large production runs. Higher mold quality often translates to less flash or defect waste.
Where Waste Happens In Injection Molding
- Sprue And Runner System: Plastic that flows through channels to fill the mold can remain attached and must be trimmed off.
- Defects: If the mold isn’t perfectly aligned or the pressure is off, you can end up with short shots or warping.
- Material Purge: Like extrusion, injection machines also require purging when switching materials or colors.
- Trial Runs: Testing new molds or making design changes can generate short-term scrap.
Still, injection molding can approach near-zero scrap if you recycle sprues and runners. By regrinding them, you can reintroduce the material into future cycles—though you must watch for any degradation in polymer integrity.
Extrusion Vs Injection Molding In Various Industries
The extrusion vs injection molding debate extends across countless sectors. Some industries thrive on continuous shapes, while others demand finely detailed parts. Here’s a quick rundown:
- Construction:
- Extrusion: Window frames, PVC pipes, vinyl siding.
- Injection: Fasteners, small fittings, or specialized building hardware.
- Automotive:
- Extrusion: Door seals, weather stripping, under-hood hoses.
- Injection: Dashboards, clips, engine components, interior panels.
- Packaging:
- Extrusion: Plastic wrap, sheets, flexible pouches.
- Injection: Caps, closures, or handles that require complex geometry.
- Consumer Goods:
- Extrusion: Basic tubes or rods for hobby or household use.
- Injection: Toys, electronics casing, and precision hardware.
- Medical:
- Extrusion: Tubing for IV lines or catheters.
- Injection: Syringes, surgical instrument components, protective caps.
In terms of waste management, industries making large, continuous profiles typically lean on extrusion because you can easily re-feed scrap. Those that produce complicated parts with frequent mold changes might rely on metal injection molding but invest heavily in regrind strategies.
Table Comparing Extrusion Vs Injection Molding
Sometimes, a visual overview helps clarify the debate around extrusion vs injection molding. Below is a simple table highlighting each method’s approach to material usage and waste handling:
| Aspect | Extrusion | Injection Molding |
|---|---|---|
| Typical Products | Pipes, tubing, sheets, profiles | Complex shapes, detailed parts |
| Scrap Sources | Start-up purge, edge trim, defective runs | Sprues, runners, purge material, reject parts |
| Regrind Potential | High if contamination is low | Good, but material degradation must be checked |
| Production Mode | Continuous output | Cyclical (each mold shot) |
| Waste Minimization | Easy in-line recycling for stable materials | Controlled by mold design & regrind usage |
As you can see, both processes manage plastic in ways that allow for recycling. Extrusion’s continuous nature may yield simpler scrap. Injection molding’s cyclical approach can still reintroduce runners, but the geometry can be more complicated. Ultimately, success depends on your workflow and the skill of your machine operators.
Read More : Blow molding vs Injection molding
Conclusion
So, in the grand debate of extrusion vs injection molding, which truly saves more material waste? It depends largely on your product shape, production setup, and scrap recycling strategy. Extrusion has the edge for continuous shapes with minimal leftover ends, while injection molding suits precise parts that can regrind sprues and runners efficiently. In both methods, implementing robust recycling loops, refining machine settings, and using top-notch molds can cut scrap significantly.
Ultimately, there’s no universal answer. You might find that combining both processes for different product lines is the best route. Whichever you choose, a focus on material quality, staff training, and real-time scrap monitoring will keep you on track to a greener, more cost-effective operation.
FAQs
- Do I need specialized equipment to recycle scrap from extrusion vs injection molding?
A standard granulator or shredder is often enough for most thermoplastic scraps. Just be sure the regrind is clean and consistent.
- Does regrind plastic degrade in quality?
Potentially. Each time plastic is heated and cooled, the polymer chains can shorten. Using controlled ratios of virgin and regrind material helps maintain product integrity.
- Can I run both extrusion and injection molding in one facility?
Yes, many manufacturers do this. They may extrude certain profiles and injection-mold complex parts, reusing scrap from each process where feasible.
- Which method is better for biodegradable plastics?
Both can handle biodegradable resins, but exact settings vary. Check the supplier’s recommendations on melt temperature and processing times to minimize waste.